
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток
Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Технология замены направляющих ВАЗ 2109
Можно считать, что моральная и теоретическая подготовка прошла успешно, поэтому при помощи оправки или съемника удаляются старые втулки. Жалеть их не стоит, но и разбрасывать по всему гаражу тоже не нужно. Каждую втулку помечают и кладут к комплекту сухарей, тарельчатых шайб и пружин соответствующего клапана. Далее операция по запрессовке проходит поэтапно:
- Головка блока разогревается до 100-170 градусов, но ни в коем случае нельзя применять горелки и прочие способы местного прогрева. Можно разогреть в электропечи, но идеальным вариантом будет масляная ванна. Прогрев головки должен быть максимально равномерным, чтобы ее не покоробило. Именно масляная ванна позволяет провести прогрев равномерно и нежно. Можно на свой страх и риск использовать электроплитку.
- Если есть возможность, новые втулки охлаждаются либо жидким азотом, либо специальным спреем Freeze 75.
- Горячая головка устанавливается на ровную устойчивую поверхность.
- Новые втулки забиваются при помощи оправки за 2-3 удара молотком. Запрессовка должна проходить молниеносно, чтобы втулка не успела разогреться от головки. Направление удара — строго по оси втулки. (На всякий случай лучше купить пару запасных втулок).
- После запрессовки головка должна полностью остыть. Только после этого можно разверткой доводить отверстия до нормативного диаметра 8,03 мм.

Удаление старых втулок осуществляется посредством оправки или съемника
Втулки запрессованы и развернуты, головка остыла, можно приступать к зенковке седел клапанов. Для этого применяется специальный набор зенкеров. После зенковки клапана притираются абразивной пастой или смесью чистого моторного масла с мелким абразивом, проверяется герметичность посадки клапана и головку блока можно собирать.
Направляющие клапанов, проблема
Проблема заводских направляшек – качество. Причем как материала, так и изготовление. Много раз мне попадались заводские направляющие, со смещением центра отверстия относительно посадочного места. Для того, кто хоть раз стоял за токарным станком не надо рассказывать, что для того чтобы добиться такого эффекта, при зажатии детали надо подкладывать в патрон прокладки и очень сильно постараться, чтобы получить такой результат. На заводе этот фокус освоили в массовом производстве. И ладно бы это ни на что не влияло. Влияет и еще как. Если в такую направляшку садится клапан, седло клапана приходится также обрабатывать со смещением. С одной стороны мы будем иметь рабочую фаску в 1 мм, а с другой в 3-4мм. Как правило, повторной правке такое седло не подлежит. А операция по установке новых седел в гбц, не самое дешевое удовольствие. Иногда дешевле купить новую гбц.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
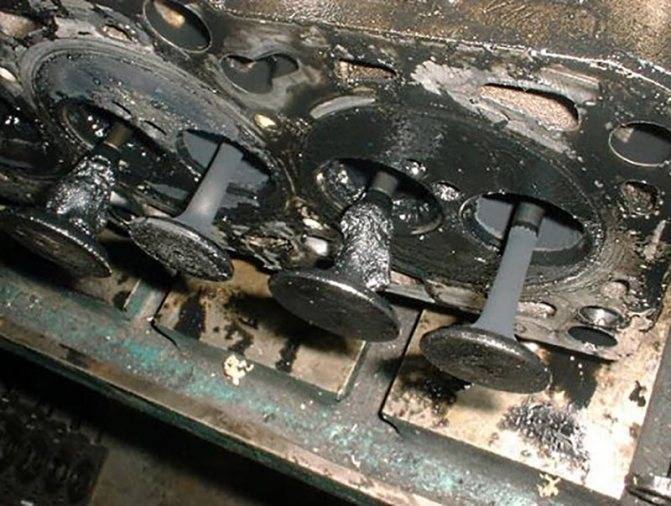
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Результаты эксплуатации ВАЗовских направляющих клапанов
Много раз всплывал вопрос про направляющие клапанов: Какие ставить? От чего подходят? Длинные или короткие? На холодную или горячую? Устанавливать ли маслосъемные колпачки? Куда девать стопорные шайбы? Баба или мотоцикл?
Провел небольшие испытания на своем Соляке. Прошлой зимой, точнее теперь уже позапрошлой, пришло время ремонтировать головки цилиндров, вооружившись инструментом и начитавшись топиков «Урал или Днепр» J, снял головы, осмотрел и пришел к выводу о немедленном ремонте. Все мы прекрасно знаем, что большая часть направляющих клапанов на Урал или Днепр – штука тонкая, и чаще всего продаваемая в виде криво расточенного из непонятного металла левака, конечно же такое г… долго не проездит. Что ж тут поделать…. Придется что-то подбирать, конечно, я знал про ВАЗовские, и уже раз ставил одну за неимением родной, вроде бы все ок, значит, их же и воткнем. Предварительно купил набор направляющих от классики, уже расточенных и готовых к установке, SM по-моему, немецкие. К ним набор маслосъемных колпачков, тоже немецких. Захватил и новые клапаны с пружинами (родные Уралячьи). Скинул головы, промыл, рассухарил клапана. Осмотр показал, что в принципе направляющие можно и не менять, криминального люфта не было. Ну, раз уж готовиться к сезону значит все должно быть чики-пуки как идеально. Аккуратно начинаю выбивать, и вот один косяк всплыл – в левой башке направляющая на впуске вышла как по маслу.… А это значит, что если нет другой головы, то под раздроченное посадочное отверстие требуется ремонтная направляющая. Поразмыслив, прикинул, что москвичевская вполне должна подойти, по диаметру она на 0,5- 1 мм вроде бы побольше Вазовской и родной. В ближайшем автосервисе отдали нахаляву. Замерил диаметр посадки, отдал в токарку. Тщательно промыл бензином и хорошенько просушил головы. На холодную очень аккуратно оправкой забиваю в выпуск – длинные, впуск короткую ВАЗовскую и уже изготовленную Москвичевскую. Не переусердствуйте, следите за тем на сколько выйдет направляющая, рассчитайте длину, чтоб клапан нормально закрывался, а то потом помидорами закидаете. Теперь встал вопрос о маслосъемных колпачках…. Решил провести опыт, как же они поведут себя в Уралячем двигле, но стоп! В ВАЗовском направляющие стоят вертикально, и смазка происходит под давлением большем, чем в Урале. Короче поставил только на правую голову J Пружины и тарелки оставил родными, для этого удалил стопорные кольца чтобы тарелки налезли (рекомендую удалять сразу). Отшарошил слегка, притер клапана (не забудьте смазать маслом их стержни), все собрал, поставил. Откатал много….. И вот вам результаты вчерашнего обследования… Снял обе башки, поверхностно изучил…. Разницы никакой, с виду все ок. Рассухарил, стал вытаскивать клапана на правой голове (в нее были установлены маслосъемные колпачки), почувствовал люфты в направляющих. Износ хоть и не критичен, но все же он имеет место быть, а это уже нехорошо. В левой же – как будто только что поставил новье, выработки практически нет. Вот так вот! Делаем выводы: 1) направляющие ВАЗ, а при необходимости М — стоит внедрять 100% 2) на холодную ставить можно 3) стопорные колечки не обязательны 4) маслосъемные колпачки для Урала/Днепра не есть гуд
И напоследок пара советов новичкам:
К выбору направляющих втулок отнеситесь очень внимательно, некачественных подделок очень много. В первую очередь проверьте размеры покупаемых направляющих втулок: Наружный диаметр: 14,05 — 14,08 мм., длина втулки впускного клапана — 42 мм. Выпускного — 48 мм. Материал направляющих – специальный чугун! И никак иначе, лучше при покупке сильно 3.14здануть по одной молотком (уж лучше сразу проверить, чем потом где-нить в еб*нях искать новую голову) – погнулась, значит это сталь теперь можно и продавцу звиздануть, рассыпалась – то что Мессер прописал. Запрессовывайте втулки очень аккуратно, запросто могут сломаться, а еще поганее – появится микротрещина, тогда вся работа коту под хвост. Перед установкой обязательно просушите головку, чтоб ни капли масла… Прочитайте статью «Креатифф про жигулевские направляющие».
Причины и следствия износа втулки клапанов

На фото — клапанные втулки, если они изношены, то усиленно расходуется моторное масло
Износ внутренней поверхности клапанной втулки приводит к повышенному расходу масла, поскольку вследствие люфта быстрее изнашивается маслосъемный колпачок, масло попадает в камеру сгорания. Это вызывает повышенное нагарообразование, нарушение температурного режима работы, повышение токсичности отработанных газов, а если бы в девятке стоял катализатор, то и к выходу его из строя. Это касается в большей мере более новых двигателей на 16 клапанов ВАЗ 2110, Приора, Гранта.










В идеальных условиях, при своевременной замене хорошего масла на хорошее и при эксплуатации двигателя без перегрева, втулку стоит менять не ранее, чем через 180-200 тысяч пробега. Но если масло не соответствует нормативной вязкости, клапанные зазоры не контролируются, тогда может возникнуть боковой износ втулки из-за повышенной радиальной нагрузки на клапан и ухудшение его подвижности по оси штока. Поэтому настоятельно рекомендуется после каждой замены маслосъемных колпачков проверять зазор в клапанных направляющих втулках. Если он увеличеный или наблюдается сильный люфт — втулки необходимо поменять.
Замена направляющих втулок клапанов
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Инструмент
 развертки для впуска и выпуска
развертки для впуска и выпуска
Очень давно сервисы и частные мастера просили найти хорошие качественные развертки, чтобы развернуть направляющие клапанов после запрессовки. Поскольку то что продается, это мягко говоря не инструмент. Берем в руки фиатовскую методичку и смотрим на рекомендации. Впускная направляшка 8.022-8.044. Выпускная направляшка 8.029-8.047. Самое трудное было найти, на каком инструментальном заводе производили или делают под заказ данный инструмент. В общем, «ищите да обрящете». Это не я сказал)). Результат поисков представлен на фото. Заказал развертки по нижнему пределу. После получения проверил на гбц, которые я готовлю. 25 соток на впуске, 40 на выпуске – данные по стрелочному нутромеру. По ресурсу. Если в работе немецкие или итальянские чугунные направляющие клапанов, то без потери размера можно обработать 5-6 гбц. За эти деньги — это более чем хороший результат. Дальше развертки садятся и начинают «давить», а не резать.
Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.
 Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
 Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.










Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Направляющие клапанов Kolbenschmidt
По данным деталям я предпочитаю работать с двумя производителями. Metelli (Италия) и Kolbenschmidt (Германия). Долгое время я работал с итальянским производителем, но проблема оказалась в логистики и наличие деталей на складах. С немцами такого не бывает. Вот уже на протяжении нескольких лет они всегда есть живьем. Немецкие направляющие клапанов номерные, то есть на каждой направляющей выбит каталожный номер детали
Это немаловажно, поскольку все направляшки похожи как близнецы, это очень хороший отличительный момент
 комплект направляющих Kolbenschmidt
комплект направляющих Kolbenschmidt
Направляющие клапанов должны обладать двумя основными характеристиками – теплопроводность (как следствие теплоотвод) и антифрикционность. Этим характеристикам соответствует два материала – чугун и бронза.
Материал направляющих Kolbenschmidt – серый чугун. Перлитная структура. Что это значит в переводе на русский язык с языка «суахили». Представьте себе кусочек пемзы, которая часто используется в банно-гигиенических процедурах. Под микроскопом перлитная структура именно такая. Главный плюс, в этой «структуре металла» очень хорошо держатся малюсенькие капельки масла, которые смазывают пару направляшка-клапан.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
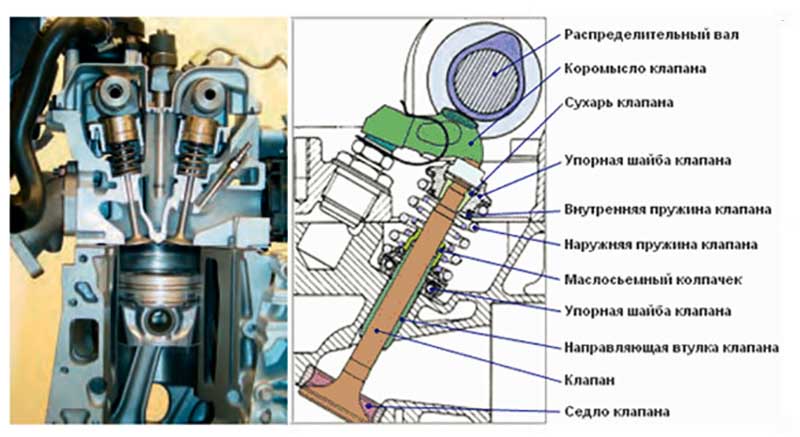
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.

Слева втулка для выпускного клапана, справа — для впускного

Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.

Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.

Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки.
Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Установка
Сильно долго и много тут говорить я не буду. Демонтаж направляющих из ГБЦ возможен молотком с помощью специальной оправки. Предварительно или вся гбц или один канал клапана нагреваются. В своей мастерской, обычно я делаю это при помощи мощного строительного фена. Монтаж только запрессовкой, опять же с помощью специальных приспособлений. НИКАКОГО ударного инструмента. Как было сказано выше, направляющие клапанов сделаны из чугуна, это хрупкий материал. От удара будут микротрещины, и вы потом замучаетесь менять МС колпачки, ломать голову и искать, куда же уходит масло.







Важный момент, это развертка направляющих, после запрессовки. К большому сожалению, в папуас-сервисах и у некоторых «великих мотористов», очень похабное отношение к гбц классики и нивы. Формулировка: это в любом виде будет работать. Как правило, развертка на 8 мм служит в этих фирмах, уже несколько лет и как следствие не режет, а скорее давит стенки. Между тем, чугун очень быстро тупит режущие кромки у инструмента и как правило после десятка гбц, развертка уже «садится». Результат – большой зазор и качество рабочей поверхности, как после сверла, а должно быть «почти зеркало»
Обратите на это внимание. Зазоры, по которым я работаю, были взяты из методички Фиата, написанной для автоВАЗа
Они должны быть 8.02-8.04. Для впускных клапанов и для выпускных клапанов, суммарный зазор клапан-направляшка на сотку отличается, но это не принципиально.
Процесс установки заднего колеса
Правильно выполнить установку заднего колеса поможет четкое следование обратному порядку действий при демонтаже. Для этого придерживаемся следующего алгоритма:
Цепь надевается на звездочку самого меньшего размера. После этого колесо вставляется в крепление корпуса велосипеда
Важно проследить, чтобы ось окончательно закрепилась в пазах рамы.
На следующем этапе следует затяжка гаек или эксцентриков с необходимым усилием, чтобы колесо потом не выскочило из рамы.
Если на велосипеде используются ободные тормоза – это дальнейший шаг. Главное, застегнуть их строго в обратной последовательности. В противном случае поездка окажется не такой уж безопасной.
В противном случае поездка окажется не такой уж безопасной.
По завершении установки колеса необходимо устроить небольшое тестирование велосипеда с целью проверки работоспособности всех деталей. Не стоит пренебрегать техническим обслуживанием всех деталей и механизмов велосипеда. Ведь только так можно продлить их ресурс.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Комплект поставки и проверка оригинальности
Несколько раз от частных лиц, получивших заказ, я слышал вопрос и удивление, что направляющие идут без стопорных колечек. Как говорили при любимом и дорогом Л.И.Брежневе, по многочисленным просьбам трудящихся и интеллигенции ))), всех предупреждаю, что все известные мне направляющие идут без стопоров. Стопорные колечки снимаются со старых направляшек и служат дальше верой и правдой.
 упаковка направляющих Kolbenschmidt
упаковка направляющих Kolbenschmidt
Импортные запчасти, представленные на сайте, в основном привозятся с иностранных складов. Иногда это получается чуть дороже, чем купить у оптовиков в России, но зато полностью исключается момент подделки. На фото представлена упаковка направляющих клапанов. Имеется ЧЕТЫРЕ степени защиты от подделки. Расскажу о самом простом, который можно проверить быстро. Красным кружочком обведен ИНДИВИДУАЛЬНЫЙ код каждой коробочки. Его можно ввести на страничке онлайн-проверки производителя и получить «зеленый свет», что это оригинальный продукт. А можно просто положить рядом две коробочки и сравнить код. Быть одинаковым он не должен.





